铸造铜件沙眼怎么修补? 铜质缺陷修补剂可以修补细小的沙眼沙孔吗?铜在浇铸的时候,由于铜水被污染或铜溶解不充份,合模的时候容易在铜铸件表面形成分布不均匀的沙眼、气孔、裂纹,这些沙眼气孔不规则,深浅不一,且内部不光洁,这种铸铜件,在使用的过程中,沙眼、气孔、裂纹造成渗漏、断裂等现象,影响铜铸件的正常运转,这种情况可以用聚宏牌JL-114铜质修补剂来进行修补。
聚宏牌JL-114铜质高温修补剂是以高分子树脂为主体,铜粉为强化填充剂的特种冷焊修补材料,黄铜色,膏状不流淌,具有良好的填充性和粘接强度,在外力的作用下,可以挤进细小的孔隙中,能有效的修补铜铸件表面沙眼、气孔、麻坑等缺陷,固化物具有优良的机械性能,可进行抛光、打磨等机械再加工。
JL-114铜质高温修补剂使用方法:
1、将有沙眼的区域用打磨工具打磨粗糙,要适当扩大打磨区域,如果条件允许,可以将沙眼、气孔也打磨一下,再用工业酒精或除锈剂之类的清洗干净修补区域,特别是清洗掉残留在沙眼气孔里面的碎屑。
2、铜质高温修补剂按重量比6:1取适量的铜质修补剂,混合均匀至颜色一致,然后涂抹于需要修补的部位,不需要涂的太厚,但要均匀,并且需要用硬质工具用力来回刮平,保证铜质修补剂能填充到沙眼气孔中。
3、修补后的铜铸件,常温下(25℃)需要静置6-8小时后才能投入使用,如果需要受外力的,需要24小时以上再投入使用,打磨、抛光的话要48小时后进行。 聚宏牌铜质修补剂,能修补铜铸件表面沙眼、气孔、裂缝、磨损等缺陷,专人提供解决方案。

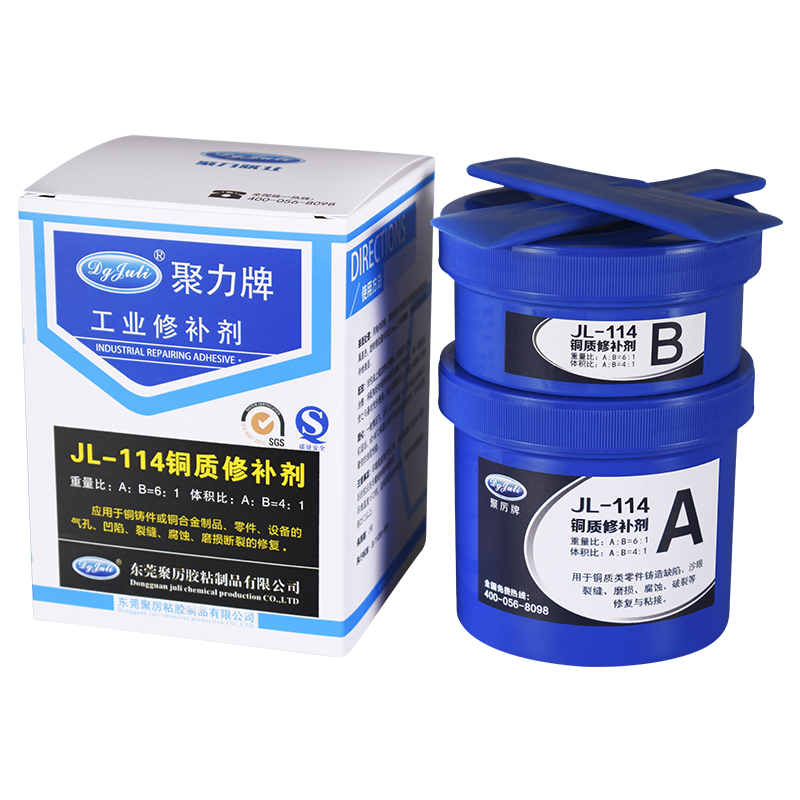
【产品简介】
JL-114铜质修补剂为膏状,不流淌,用于铜铸件或铜合金制品、零件、设备的气孔、凹陷、裂缝、腐蚀、磨损断裂的修复,修复后 颜色一致,也可用于遗失或短缺的铜质零件的再生,铜条、铜字、浮雕的造。
【适用范围】
聚宏铜质工业修补剂系列产品是以改性高分子树脂为主体,以金属及合金为强化填充剂的聚合金属复合型冷焊修补材料,固化后具有优异的机械性能,可进性钻孔、车牙、切削、砂磨及攻丝等各种机械加工,用于各种金属铸件的修补及各种铸件的修补及各种铸件气孔、砂眼、裂纹、磨损、腐蚀的修复。
【技术参数】
|
固化前 |
|
产品型号 |
颜色 |
密度(g/cm3) |
抗压强度(Mpa) |
拉伸强度 (Mpa) |
剪切强度(Mpa) |
弯曲强度(Mpa) |
硬度 (ShoreD) |
工作温度(℃) |
|
JL-114 |
黄铜 |
1.79 |
92.5 |
37.9 |
18.7 |
49.8 |
78 |
—60~175 |
|
固化后 |
产品型号 |
配比(A:B) |
操作时间 (min) |
投入远行前需 短时间(h) |
机加工.轻负荷前需
短固化时间(h) |
满负荷或热负荷需 固化时间(h) |
浸泡化学物前需固化时间(h) |
|
重量 |
体积 |
|
JL-114 |
6比1 |
4比1 |
40~60 |
8 |
12 |
24 |
72 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
【使用方法】
1、表面处理:除去基体表面松动物质,采用喷砂、电砂轮、钢丝刷或粗砂纸等方式打磨,提高修复表面的粗糙度,使用清洗剂擦拭,以清洁接着表面。
2、涂胶:聚宏修补剂是由A、B双组份组成,使用时严格按规定的配合比将主剂A和固化剂B充分混合至颜色均匀一致,并在规定的可使用时间内用完,剩余的胶不可再用;
3、将混合好的修补剂涂抹在经处理过的基体表面,涂抹时应用力均匀,反复按压,保证材料与基体表面充分接触,以达到效果更佳。需多层涂胶时,需对原涂胶表面进行处理后再涂抹;
4、在低于气温25℃时可适当延长固化时间,当气温低于15℃时,采用适当的热源进行加热,正确操作是热源离修补表面40cm以上,60~80℃保持2~3小时。
【注意事项】
1、铜质高温修补剂不属于危险品,可按非危险品运输;
2、放置于儿童不及处,避免阳光直接照射,阴凉处储存;
3夏季施工时注意:当环境温度超过35℃,每次配胶不宜过多,配胶后应迅速涂覆。
【包装规格】为500g/组,16组/箱。
【保 质 期】24个月。